钨极惰性气体保护焊 缝质量高于任何其他电弧焊方法,其前提条件是采取了正确的焊前处理措施。因为钨极惰性气体保护焊 主要用来焊接有色金属,焊接过程中的每一步均必须保证焊接部位及其附近区域绝对干净。
工作区域、工作台、夹具及焊工用的手套均必须保持干净之 焊丝和工件更需要清理干净。保护气体必须是焊接用气体,而所用的仪表必须处于良好的状态。如果这些条件均得以满足而且焊工具有足够好的技术,则所焊出的焊缝将是高质量的。
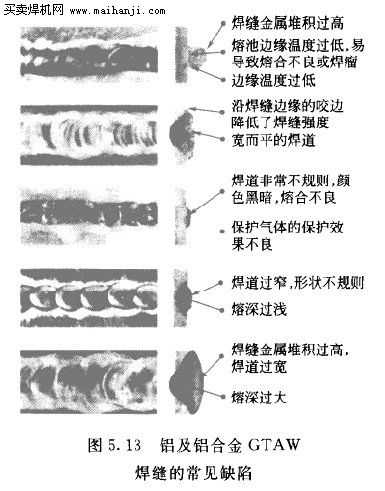
热输入和焊工技术对于焊缝质量有很大的影响。图5.13给出了铝及铝合金GTAW焊缝的常见缺陷。如果热输入太低(一般是由电流太小或焊速太快引起的),焊道高而窄,熔深浅、而且焊缝边缘易产生熔合不良等缺陷。焊接速度过快时,焊道窄小、熔深浅。如果热输入过大(一般是因电流过大或焊接速度过小引起的),焊道则宽而平,熔深过大,甚至会产生飞溅。当焊枪与工件直径之间的距离太大时,电弧过长,气体保护效率降低,焊缝表面成型变差,这种情况对于铝合金的焊接尤其明显。